同时,我们也知道,采用TFM底面反射波的间接模式,如TT-TT模式,也可以用于检测检测面的缺陷,并对其进行定量。但是,有时工件太厚,或者底面不均匀一致,导致无法使用底面回波,此时使用直接路径可能是最有效的。
自从TFM被写入标准之后,人们开始逐渐意识到TFM检测优于常规超声和相控阵检测。它能将能量集中在成像区域,对成像区域中的每一点进行聚焦,提高小缺陷和裂纹尖端的检测灵敏度。
目前为止,大部分应用采用的是体波,检测内部和工件底面的缺陷。同时,也可以采用间接模式,如TT-TT,利用底面反射回波,对检测面的缺陷进行检测和定性。但是这种情况需要一个平的底面(对于检测系统,不会考虑工件底面的不规则),并且对于厚的工件,声程较长。
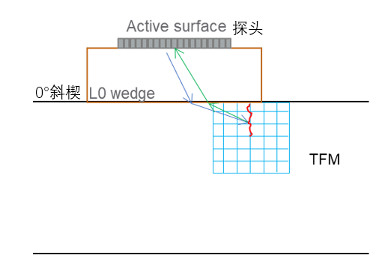
这里,我们将采用TFM的直接模式,对检测面的缺陷进行检测和定量。为了演示,我们使用了0°斜块,采用对尖端衍射敏感的纵波进行检测。成像区域ROI并非位于探头的正下方,ROI稍作偏移,避免了缺陷回波和工件上表面的回波重合。我们采用了LL模式,使用了满足幅值保真度的栅格尺寸,计算了TFM。
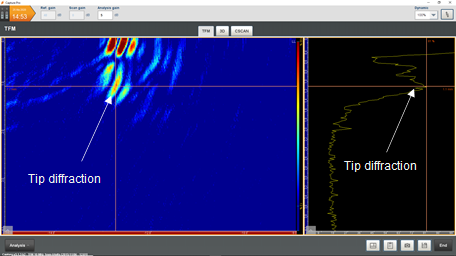
这个技术首次被用于检测和评定校准过的刻槽。下图显示的是采用TFM对不锈钢试块汇总的2.5mm和8mm深刻槽进行检测的结果。采用的探头是7.5MHz,斜楔高度为20mm,角度为0°。可以看出,这两个试块中的刻槽尖端衍射回波清晰可见,测量的信噪比SNR分别为17dB和11dB。采用沿深度轴方向的最大投影,通过回波动态,很容易的测量出缺陷的尺寸。缺陷的尺寸分别为2.51mm和8.13mm。
.png?width=1087&name=M2M-PAUT-TFM-Gekko-Mantis-Panther-for-Surface-Crack-Detection-4%20(1).png)
然后采用该技术,对1mm深的刻槽进行了检测。采用的是10MHz的探头。采用沿Z轴方向的回波动态,测量出缺陷的尺寸为1.1mm。采用合适的探头,斜楔(高度)和激发的孔径,可以准确的测量出小缺陷的尺寸。
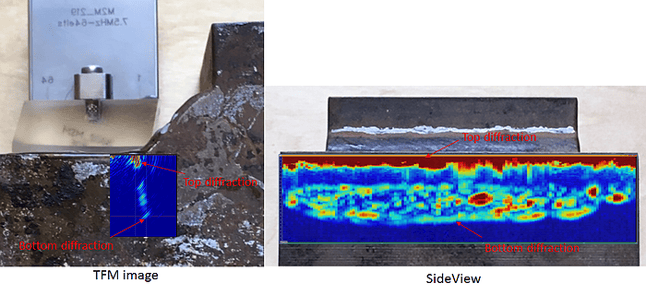
最后,针对沿着角焊缝的真实疲劳裂纹进行了检测。采用的是7.5MHz探头,0°斜楔。采用机械扫查,沿着焊缝扫查,观察显示的变化以及该技术的性能。下图显示了扫查的结果。检测时,斜楔前沿稍作了加工,使之能够更加靠近焊缝。我们发现裂纹的上尖端衍射波,意味着该裂纹为表面开口缺陷,同时观察到了裂纹分叉的衍射回波。
我们将号工件的侧视图叠加在显示结果上,从而使得我们可以追踪检测图像上的多个衍射回波,包含最深的那个指示,并且将其定性为疲劳裂纹,裂纹高度为6-9mm。
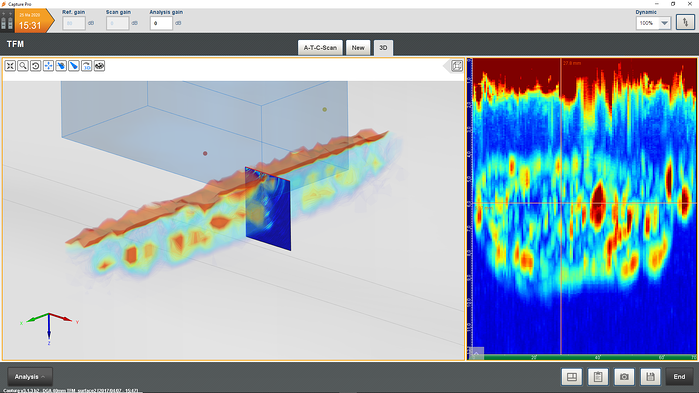
Capture软件3.1版本允许将数据导入到3D模型中。下图显示的是将之前检测的数据导入到3D模型中,将TFM检测中发现最深的缺陷的截面图叠加在3D图中。3D图中显示了裂纹的形态。
当设计到表面裂纹的检测和定性时,相信M2M的设备,Gekko,Mantis和Panther它们都带有TFM功能,能够检测所有的缺陷。本文只是TFM检测应用的一个案例,说明了TFM技术对不同缺陷进行有效检测的多样性。如有问题,可以联系我们,共同探讨先进的检测技术,辅助你优化检测方案,你也可以通过我们的博客,观看我们是如何开展TFM技术的新应用。